角度を付けて曲げられたパイプは、石油および化学産業、機械および装置工学での用途が見つかりました。単一の建築または建設プロジェクトは、それらなしでは完了しません。
あらゆる種類の継手をターンに使用できますが、リークが発生する可能性があり、見た目の理由でこれが単に許容できない場合もあります。曲げパイプは、より魅力的な外観と高い信頼性を提供します。これは、その完全性に違反しないプロセスです。
コールドテクノロジーとホットテクノロジーの両方で金属パイプを曲げるのに最適な方法について説明します。私たちが提示した記事は、さまざまな材料で作られた曲げパイプの詳細を説明しています。プロファイルと通常の丸パイプを使用した作業の特徴が示されています。
曲げ加工の特徴
それぞれの金属には独自の特性があり、それらを考慮しないと、圧延金属に複雑な形状を与えることは不可能です。曲げパイプは、半径方向および接線方向の力の影響を受けます。
前者は断面を変形させ、後者は折り目の外観に寄与します。最終結果の主な要件は、パイプの断面を変更せず、壁に波形を付けないことです。曲げを使用すると、あらゆる種類の曲げのあるパイプラインを敷設するときに、溶接の数を最小限に抑えることができます。
イメージギャラリー
からの写真
パイプの曲げは、温室、日よけ、入口グループ、ベランダ、庭の家具の設置のためのフレームの建設で最も頻繁に要求されます。その結果、木製、金属、ポリカーボネート部品を取り付けるための最も耐摩耗性の高いベースが得られます
パイプを曲げてパイプラインを組み立てると、継手の数が減り、漏れの恐れがあるポイントの数が減ります。ただし、特殊なツールを使用しないと、パイプを曲げることは望ましくありません。アマチュアの努力の結果、断面積が減少し、したがって媒体の圧力とラインのスループットが変化します
パイプセクションの大幅な変形なしに理想的な曲げ半径を取得するために、曲げ装置と設備が使用されます
パイプが頻繁に曲がらない場合は、マンドレルを備えたプレートを作成してパイプを支持するか、即興の材料から手工具を作るだけで十分です
ある特定の半径に沿った湾曲したパイプの変形では、マンドレルを作成できます。
駆動する方法により、すべての曲げ機は機械式と電気式に分けられます。動作原理によると、ローラー(ローラー)と油圧に分かれています
機械回路にジャッキ、レバー、油圧ピストンを含めることで、曲げを大幅に容易にし、肉体的な労力を軽減
油圧曲げ機構を備えた手動曲げ工具と固定機械は、電気ドライブで駆動できます
フレーム形成のためのパイプ曲げ
配管パイプの曲がりが悪い
三本ロール曲げ機
最も簡単な手動パイプベンダー
金属曲げ用マンドレル
曲げ機での曲げ加工
油圧ピストン付き工作機械
電気駆動油圧機械
パイプ曲げ方法
必要な曲げ角度、パイプの材質、直径に基づいて、手動または特別な装置を使用して曲げを行うことができます。また、パイプのキャビティを充填する場合と充填しない場合の熱間曲げと冷間曲げも区別されます。

パイプ曲げのパラメータを計算するための図、式、推奨事項を以下に示します。これは、良好な結果を保証するものです。
負荷の終了後、ばねのような現象が発生します。これは、材料の弾性係数に正比例します。起こり得る変形の大きさは、適用された曲げ方法とオブジェクトの形状にも依存します。
最新の技術仕様
この方法は、直径10 cm以上のパイプを曲げる必要がある場合に選択します。手動またはメカニズムを使用して、パイプを熱く変形させます。最小曲げ半径などがあります。
加熱する必要のあるパイプのゾーンの長さは、パイプの直径と曲げ角度に基づいて決定されます。さらに、丸めはパイプの直径の3倍より小さくすることはできません。
次の式に従って、加熱領域の長さを求めます。
L =αx d / 15
式では、Lは希望する長さ(mm)、αは曲げ角度(度)、dはパイプの外径(mm)、15は係数です。直径200 mmのパイプを60°の角度で曲げる必要があると仮定すると、L = 60 x 200/15 = 800 mm、つまり4つの直径。

GOST 3262-92の要件に準拠した水道管とガス管の最小許容曲げ半径は、表から取得できます
パイプを曲げるには、900⁰に加熱する必要があります。曲がり始めるのに最適な温度は760⁰で、最後は720⁰Cです。燃焼すると材料の強度特性が劣化します。
熱間曲げのプロセスには、いくつかの操作が含まれます。
- テンプレートを作る;
- 砂のパッキング;
- プロットマーキング;
- 熱;
- 曲げ。
パイプの断面が変形せず、曲がり部分でお菓子が形成されないように、内部空間は石英砂で満たされています。
150〜500℃の温度で有機不純物を除去するために、砂を予備乾燥し、か焼した後、3.3 x 3.3 mmのメッシュサイズの細かいふるいにかけます。パイプを詰める前に、パイプの一端を差し込む必要があります。
プラグとして、ガスの出口のための開口部を有する木製または金属のプラグが使用される。細かく湿った砂は使用できません。最初のものは焼結され、熱にさらされたときにパイプの壁にしっかりと付着します。
2番目は、蒸気の形成の結果として、コルクが飛び出す原因となる可能性のある高い内圧の出現に寄与します。パッキングに小石を入れることは受け入れられません、彼らはパイプの壁を押し通すことができます。
パイプを詰めるプロセスは非常に時間がかかるので、それはタワーに輸送され、わずかに傾いた、または垂直な位置になります。曲げの品質はパッキンシールに直接依存するため、プロセス全体を通じてパイプは継続的にタップされます。くぐもった音は、ワークピースの充填が良好であることを示します。
直接メインオペレーションに進む前に、将来の曲げのセクションが砂で満たされたパイプに描かれ、テンプレートが添付されます。炉または炉内の加熱パイプ。手動と機械の両方で曲げます。
後者の場合、特殊なプレートが使用され、スラストポストを備え、パイプの加熱された部分を固定し、クランプを使用してパイプの端をプレートに固定します。ケーブルはパイプの反対側の端に置かれ、その張力はウインチまたはスパイアの助けを借りてパイプを曲げます。
パイプ壁の変形を防ぐために、ガスケットはラックパイプスペースに配置されます-ストレートまたはカーブ。ケーブルが付いている自由端は、スタンドで固定されています。プロセス中に、パイプの形状を制御し、定期的にテンプレートを適用します。
パイプを希望の角度に曲げることで、プラグを燃やしたりノックアウトしたりしてプラグから取り外します。砂を注ぎ、パイプをきれいにし、洗浄します。テンプレートを使用して最終曲げテストを実行します。
冷間曲げ
小さな直径のパイプの構成を変更するには、さまざまな手動工具が使用されます。大きなものには、機械化されたパイプベンダーが使用されます。家庭では、ほとんどの場合、給水および暖房システムの建設に使用される水道管とガス鋼管を曲げる必要があります。
90⁰未満のパイプの曲げはベンドと呼ばれます。180⁰-カラチ、レッジ-横糸、ループの形-ブラケット。

パイプの曲がりがめったにない場合は、最も単純なデバイスを購入するだけで十分です。半径に応じてピンが取り付けられる穴のある金属プレート(図2)またはマンドレル-曲げ角度が変化する垂直に取り付けられた二重平面平行プレート(図3)
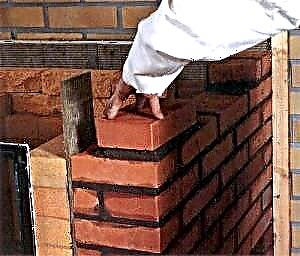
手動曲げの場合、他のデバイスがあります。家庭では、水を温めるためのコイルを製造するために、直径約20 mmのステンレス鋼の管を大口径のパイプに巻くだけです。以前は、ブラケットが大きなパイプに溶接され、サポートに配置されてクランプされていました。
チューブは砂でしっかりと梱包され、コルクで閉じられ、ブラケットに挿入され、巻き始めます。テンプレートとして使用されるパイプはロールする必要があるため、少なくとも2人で作業する必要があります。巻線が完了すると、コイルは水平になります。

このような装置では、直径2 cmまでのパイプが曲げられ、プレート(1)とハブを使用して作業台に取り付けられます。テンプレートローラー(6)は、プレートとハブの共通軸に固定されています。可動ローラー(2)はハンドル(3)の付いたブラケット(4)で固定されており、ローラーの間にパイプの端がクランプ(7)に入るようにパイプが配置されています。ハンドルを介してブラケットをテンプレートの周りに回転させて、目的の曲げ角度を取得します
自宅でステンレス鋼パイプまたは他の材料を曲げることは、最も簡単なツールで行うことができます。少量の仕事に応募することをお勧めします。
パイプを曲げる簡単な機械は、特に溶接機のスキルがあり、溶接機に精通している場合は、自分の手で組み立てることができます。
イメージギャラリー
からの写真
ローラー曲げ機の場合
ローラーまたはローラーの固定取り付け
ベアリング付き回転ブッシュ
同時回転用のチェーンドライブ
曲げ機用ベッド
ベンチミニ曲げ機
下部ローラーを動かすためのスロット付きハウジング
機械駆動として扱う
プリミティブパイプ曲げ装置の製造には、コンクリートスラブ、金属ピン、穴あけが必要です。プレートは、40 x 40または50 x 50 mmのセルに分割されます。セルの隅にパンチャーで穴を開け、ピンを挿入します。
管状製品はピンの間に挿入され、力を加えることにより曲げられます。この曲げ方法の精度は理想的ではありませんが、自宅でワークピースを使用するには十分です。より正確に曲げるには、ジャッキをベースに作られた装置を使用できます。

油圧曲げ機を作るには、5トンの荷重に耐えられるジャッキと、頑丈なベースとピンが必要です。パイプは靴を使って曲げられます。これらの要素のサイズは、曲がったパイプのパラメータに対応している必要があります
パイプの内腔が変形しないように、このプロセスを内側から妨げる手段を適用します。砂は、内部リミッターとして最もよく使用されます。同時に、プラグをパイプの一方の端に挿入し、もう一方に砂を注ぎ、コルクで詰まらせます。次に、曲げ加工を行います。
時々リミッターはこの目的のために特別に作られたスプリングです。巻き線は直径1〜4mmの線材を使用してください。ばねは曲げ点でパイプに自由に入る必要があり、ワイヤーの一部は外側に残されます。
手工具の油圧システム、携帯型および据置型の機械は、曲げプロセスを大幅に促進し、パイプの変形プロセスを高速化します。
イメージギャラリー
からの写真
モバイル油圧曲げ工具
ポータブルマシンの最も単純な油圧
パイプを曲げるための交換可能な金属セグメント
曲げ可能なパイプを固定するための装置
油圧ツールの機能
電気駆動の静止油圧機械
パイプに作用するための油圧システム
パイプの精密曲げ用のスタンプテンプレート
曲げた後、ワイヤーを引っ張ることでスプリングを外します。正方形の断面を持つパイプで作業する場合、同じ断面のワイヤーがばねの製造用に選択されます。
将来の曲げの場所まで一度に1つずつ内側に押す個別のセグメントで構成されるワイヤーの束も、この目的に適しています。操作が完了すると、セグメントも1つずつ削除されます。断面が最大4 cm、壁の厚さが0.3 cmのステンレスパイプを手動で曲げることができます。

パイプを手動で曲げる一般的な方法:慣らしで、巻き付けて、2つの支持体上で、図面で曲げて。後者の方法は、シームレスな薄肉パイプ材料に使用されます。このようにして、短い長さのパイプは小さな角度で曲げられます
大口径で作業するには、専門的な機器が必要です。マンドレル付きのパイプ曲げ機があります。この構造要素は通常の金属棒です。

パイプベンダーでは、さまざまな形状と断面サイズのパイプを曲げることができます。これは普遍的な機器であり、炭素鋼から始まり非鉄金属パイプで終わる、さまざまな直径のさまざまな材料の製品の曲げが可能です。最も洗練された機械は電子的に制御されています
曲げ工程を開始する前に、パイプの壁の変形を防ぐために内側に配置されます。キットに含まれるマンドレルはセクションが異なるため、特定の直径のパイプ製品に適したマンドレルを選択できます。
非鉄金属パイプの構成の変更
非鉄金属には非常に有用な特性があります-高い延性です。ただし、強度は不十分です。曲げの際、圧縮力と引張力が加わった結果、パイプの崩壊や破裂が発生することがあります。これが起こらないようにするには、テクノロジーに厳密に従う必要があります。
銅管と真鍮管を曲げる方法は?
銅管と真鍮管の曲げには、高温と低温の両方の方法が使用されます。内部フィラーとして最初のものを選択するときは、砂、2番目-溶融ロジンを選択します。曲げ技術は鋼管と同じです。
冷間曲げの前の銅と真鍮のパイプ製品は、その後の冷却を伴う焼鈍の対象となります。両方の材料の温度範囲は同じです-600から700°Cまで。違いは冷却媒体にあります-銅は水に入れられ、真鍮は空中で冷却されます。
プロセスが完了したら、ロジンを製錬して除去します。パイプの破裂を防ぐために、プロセスはパイプの中央からではなく、端からのみ始まります。曲げ装置としては、簡単な工具と高度な工作機械の両方を使用しています。
手動パイプベンダーは人の肉体的な努力により機能し、油圧式ベンダーはこれらの努力を最小限に抑えます。それらと他の両方は、所望の直径を選択する可能性のために交換可能なノズルを備えています。

銅パイプと真鍮パイプを曲げる最小半径は、それぞれGOST 617-90とGOST 494-90で規定されています。専門家は、特別な必要なしにこの半径を使用することを推奨しません。常にその大きな価値を活用する方が良い
鋼管よりも銅管や真鍮管を使用する方がはるかに簡単ですが、曲げの際の金属変形は同じ物理法則に従って発生します。曲がった部分では、外面に張力がかかり、その結果、壁が薄くなります。
逆のプロセスがパイプ内で発生します-壁が収縮して厚くなります。円形の断面が楕円形になり、条件付きパスが減少する危険性があるため、これらの現象を防止するための対策を講じずに曲げを始めることはできません。
アルミパイプの曲げ
アルミニウムパイプを曲げる主な方法は、真鍮または銅と同じです。
- ローラーの間を押す;
- 圧延;
- 転がし;
- 圧力。
アルミパイプの曲げ方と曲げ方を決める前に、それぞれに慣れる必要があります。最初の方法は、わずかな精度要件で緩やかな曲げを得る必要がある場合に、最大直径が10 cmの薄肉パイプに使用されます。最小半径はここで厳しく規制されています。その値は5-6のパイプ直径です。
プロットの曲率は、偏向ローラーの位置を決定します。この方法で、ほとんどの場合、インテリアの装飾的な要素を作ります。 2番目の方法では、3本のローラーのパイプベンダーが使用される大径パイプ材料が曲げられます。パイプはドライブローラーの間に引っ張られ、その方向によって曲げ半径が決まります。

写真には、固定式の電動3ローラーパイプベンダーがありますが、手動のモバイルモデルの機器もあります。その上で、ワークピースはローラーを通って移動し、全長に沿って所定の角度で曲がります。このようなマシンでは、パイプをリング、スパイラルで曲げたり、大きな半径の円弧を作成したりして、パイプの構成を変更できます
この方法の精度は以前の方法よりもさらに低くなりますが、成形品は繰り返し曲げを受け、目的の形状が得られるまでプロセスを繰り返すことができます。
アルミニウム薄肉パイプの曲げは、適切に準備すれば手動で行うことができます。
イメージギャラリー
からの写真
ステージ1:アルミニウムパイプの曲げ方法の選択
ステージ2:パイプに砂を充填する
ステージ3:曲げパイプの半径の計算
ステージ5:アルミニウムパイプの手動曲げ
ロールバック法は内部フィラーの存在を提供しないため、小さな半径を得るために使用されません。この方法を選択した場合、曲げでの断面の楕円率に関する厳密な要件を満たすことはできません。
圧力によるアルミ管の変形には、金型に所望の形状の母材を取り付けたプレスが使用されます。与えられた形状は、外部から加えられる圧力の影響の結果として得られます。
場合によっては、パイプが金型に配置され、流体が壁に押し付けられるのに十分な圧力で流体が内部に供給されると、圧力が内部になる可能性があります。
ジュラルミン管を曲げるのは簡単ではありません。この素材はかなり硬く弾力があります。プロセスを容易にするために、350〜400°Cの温度で曲げる直前に焼成され、次にパイプが自然に空冷されるまで待機します。
大径パイプを曲げる方法
比較的最近登場した方法は、産業用および高周波電流を伴うパイプ曲げと張力を伴う曲げです。最初のケースでは、高性能の高周波設備が使用され、直径95〜300 mmのパイプが加熱、曲げ、冷却されます。
それは2つの部分で構成されています-曲げ機の形をした機械的な部分と電気的な部分(電気部品と高周波設備を含む)。
パイプは、インダクターゾーンにある加熱領域でのみ変形します。形状を所定のサイズに変更するには、偏向ローラーの影響を受けます。この方法は、小さな曲率半径で曲げるのに使用できます。
2番目の方法を使用した曲げ加工は、回転テーブルを含む曲げ加工機で実行されます。大きな引張力と曲げ力がパイプに作用します。これにより、全周にわたって一定の壁厚を持つ急カーブのベンドが得られます。
この方法は、航空、自動車産業、造船で使用される大口径パイプの曲げに使用されます。利点は、壁が2〜4 mmから180⁰のパイプを曲げることができることです。
機能は柔軟なプロファイルの品揃えです
プロファイルパイプ製品は、円形断面の対応製品よりも美的外観を備えているため、家庭用構造物によく見られます。曲げると、内側から圧縮力、外側から引張力が作用します。この操作を行う前に、曲げ方法を慎重に選択してください。
イメージギャラリー
からの写真
曲がったプロファイルパイプのフレームが付いた温室
金属ベース付き木製ベンチ
ベンチ付きのテーブルのセット
曲がったパイプランナー付きロッキングチェア
キャノピー付きキャノピースイング
丸い屋根のアーバー
国のカーポートの建設
プロファイルの品揃えには、正方形、楕円形、長方形の形の断面を持つパイプが含まれます。
いくつかのニュアンスがあり、特別な機器なしで自宅で柔軟なプロファイルパイプを使用することを忘れないでください。
- 薄肉で最大2 cmの断面を持つプロファイルパイプの曲げセクションの最適な長さは、パイプの高さの2.5倍です。
- 厚肉パイプの場合、曲げゾーンの長さは、断面積に3を掛けて決定されます。そうでなければ、外側からの材料の亀裂または内側からのその材料の変形は避けられない。
- 曲率半径の最小値は、曲げセクションの2.5倍です。
これらの要件を考慮しないと、良い結果を期待することさえできません。曲げ方法は、断面が円形の製品で使用する場合と同じです。さらに、パイプの3つの側面で実行される横カットの実装を使用した手動曲げの方法を使用できます。
カットの長さと数は計算によって決定されます。 40 x 90 mmのパイプがあるとします。 1回転を完了する必要があります。壁に沿って、半径150 mmで180°の角度で40 mm曲げます。最初に、外半径に沿った半円の長さを計算します。
L =(2πr:2 = 2x 3.14 x 190):2 = 596.6 mm
内側半径の場合、計算は同じです。
LVL =(2 x 3.14 x 150):2 = 471 mm。
内半径のカットの長さの合計は、式Lout = L-Lin = 596.6-471 = 126 mmで決定されます。
手動パイプベンダーまたはプロファイルパイプを曲げるマシンを自分の記事で自分の手で作成したい人は、多くの有用な情報、図、および推奨事項を見つけるでしょう。
グラインダーが5 mmの幅でカットできると考えると、長さ126 mmのベンド平面で25スロットが得られ、その後、カットの端が接触するまでパイプが曲げられます。スロットが醸造され、継ぎ目がきれいになります。

従来のパイプベンダーはプロファイルパイプの曲げには適していません。そのために特殊なパイプ曲げ機がありますが、それでも直角にすることはほぼ不可能です。溶接や継手の使用が簡単です。
プロファイルと丸パイプを曲げる別の方法がありますが、冬にのみ使用できます。このため、プラグがチューブの端に挿入され、水が中に注がれ、固まるまで待ちます。パイプを曲げ、テンプレートでプロセスを制御し、プラグを取り外し、液体を除去します。
クリップ#2。セクションのパイプを円に曲げる方法:
クリップ#3。自家製のパイプベンダーは家庭で必要なものです:
修理を実行したり、家を建てたりするとき、パイプを丸める必要がある場合があります。ボリュームが小さい場合は、自分で行うことができます。パイプ製品の大量曲げは、特別な装置でのみ可能です。
温室やその他の目的で金属パイプを曲げた方法について教えてください。あなただけが知っている技術的なニュアンスをサイト訪問者と共有します。下のブロックにコメントを書いて、記事のトピックに写真を投稿して、質問してください。